막대 부품의 길이 검사를 위한 영상 검사 시스템 구현
 ; 지연정**
; 이용환**
; 김영형***
; Yeon-Jeong Ji**
; Yong-Hwan Lee**
; Young-Hyung Kim***
; 지연정**
; 이용환**
; 김영형***
; Yeon-Jeong Ji**
; Yong-Hwan Lee**
; Young-Hyung Kim***
초록
본 논문은 막대 형태의 부품에 대한 길이 불량을 검출하기 위한 검사 시스템을 구현하고 검사 방법을 제안한다. 다양한 제품에 막대 형태의 부품이 많이 사용되고 있으며 특히 일부 부분에서는 길이 공차가 중요하게 요구됨으로 길이 측정 검사 시스템을 구현하여 실제 현장에 적용하였다. 시스템은 2개의 카메라와 백라이트 조명으로 시료를 촬영하여 길이를 측정하는 시스템으로 구성하였고 두 카메라와 카메라 간 거리를 보정하기 위하여 측정 범위 내의 다른 길이를 가지는 3개 시료를 사용한 방법을 적용하였다. 제안된 방법은 이미지에서 제품의 중심선을 찾고, 중심선의 밝기 변화를 기반으로 중심선 상의 모서리 위치를 계산하며, 부품의 길이를 정확하게 측정하여 길이 불량을 검사하는 방식으로 구현되었다. 구현된 검사 시스템의 성능은 여러 시료에 대한 여러 번의 길이 측정을 수행한 측정값의 평균과 표준편차로 길이 검사 성능을 평가하였다.
Abstract
This paper presents an inspection system and proposes an inspection method for detecting poor length in rod-shaped components. These components are widely used in various products, and length tolerances are particularly critical in some areas. The proposed length inspection system was implemented and applied in a field setting. The system consists of two cameras and a backlight to capture samples and measure their length. To calibrate the two cameras and the distance between them, three samples of different lengths within the measurement range were used. The proposed method is implemented to find the center line of the product on the image, calculate the position of the edge on the center line based on the change in brightness of the center line, and calculate accurately the length of the part and perform inspection for poor length. The performance of the implemented inspection system was evaluated by measuring the average and standard deviation of the lengths measured repeatedly for the three samples.
Keywords:
vision inspection, inspection system, edge detection, length, rod barⅠ. 서 론
다양한 산업 분야에서 비전 시스템은 양품/불량 판정, 비접촉 보정, 광학적 제품 검사 등의 다양한 용도로 활용되고 있다. 공장 자동화에서 비전 시스템은 촬영된 대상 영상을 분석하고 영상처리를 통하여 자동화된 결과를 제공함으로 자동화된 설비의 중요한 부분이다.
일반적으로 영상을 분석은 영상의 구성 요소들을 구분하기 위한 임계 값 설정 방법을 많이 사용되며 이에 대한 다양한 설정 방법에 대한 조사와 성능 평가에 대한 연구 및 다단계 임계 값 설정(MTH)의 힙 기반 최적화(HBO)에 학습 기법을 결합하여 이를 개선하는 연구도 있다[1][2]. 영상 내에서 제품의 경계를 검출 하는 경우, 그래디언트 벡터를 통한 서브 픽셀 에지의 부정확성을 개선하기 위하여 부분 영역 효과를 사용하여 정확하게 에지를 검출하는 연구가 있으며, Kinect의 RGB-D 영상 정보를 최대한 이용해 랜덤 포레스트를 학습시키고 이를 분류기로 사용하는 방법에 대한 연구가 있다[3][4]. 또한 생의학 영상을 위한 에지 검출 방법으로 위상 왜곡 변환, 위상 임계 값을 적용하고 형태학적 연산을 사용한 방법을 제안하였고 실제 현장에서 잡음을 가진 시료에 대한 RANSAC 방법을 활용한 에지 선 검출 방법도 제안되었다[5][6].
철강/금속 산업 분야의 비전 검사 시스템은 금속 시료에 대한 표면 결함 검출에 대한 연구가 많이 연구되어 졌으며, 영상의 결함 검출에 적용하는 임계 값을 그래디언트 값의 특정 값 이상의 비율에 따라 전역 적응 백분위 수 임계 값을 사용하는 방법을 제안하였고, 머신 비전 기반의 다양한 연구에 대한 소개 및 검토를 통해 문제점 및 과제를 제시하였다[7][8].
본 논문에서는 산업 현장에 많이 사용되는 막대 형태의 부품에 대한 길이에 대한 정밀한 검사를 목적으로 비전 광학 검사 시스템을 구현하였다. 정밀한 검사를 위하여 양 끝단에 각각의 카메라를 배치하고 각 카메라에서 측정한 끝단 위치와 카메라 사이의 거리를 사용하여 길이를 검사하였다. 2장에서는 실제 현장에서 사용되는 단순 구조의 공급장치에 연계하여 비전 광학부를 설치하여 구현한 검사 시스템에 대해 서술하고, 3장에서는 제안된 길이 검사 방법에 대하여 기술하였다. 카메라 공간 해상도 및 카메라 간 거리와 같은 파라메터를 활용한 길이 계산 방법을 나타내었고 이를 이용하여 계산된 길이 값으로 검사를 수행한다. 4장에서는 실제 생산 설비에서 사용되는 시료를 기준으로 켈리브레이션을 위하여 시료를 제작하여 켈리브레이션을 통하여 카메라 공간 해상도와 카메라 간 거리를 계산하였으며, 시료에 대한 길이를 계산하여 제안된 길이 검사 방법에 대한 성능을 확인하였다. 이어서 5장에서는 구현된 시스템을 통한 제안된 막대 부품의 길이 검사 방법에 대한 성능을 평가하고 이에 대한 결론을 내렸다.
Ⅱ. 검사 시스템 구현
검사 시스템은 실제 현장에 사용하고 있는 단순한 구조를 기반으로 하여 비전 검사를 위한 광학부를 추가하여 구현되었다. 구현된 시스템은 검사 시료인 환봉 공급부, 검사를 위한 공급 휠, 그리고 제품 배출부를 가지는 형태의 구조로 검사 시스템의 구조는 그림 1과 같이 단순하게 구성되어있다.

Structure of inspection system
그림 1을 살펴보면 기존의 수동 시료 공급을 기반으로 하여 공급 박스에 검사 시료를 투입해 적재해 두고 공급 휠을 통하여 개별로 구현된 영상 검사 시스템의 광학계에 공급함으로 시료를 검사하게 되는 구조이다. 불량 발생 시, 검사 중지 및 수동으로 불량을 제거하게 되며, 양품은 휠이 돌아가게 됨으로 자동으로 배출 경사를 통하여 배출 박스에 적재 되는 구조를 가진다.
기본적인 동작 시스템은 PLC에 의해 공급 휠 모터가 정확한 영상 촬영 위치에 시료를 공급하고 영상 측정 검사를 통해 양품은 공급 휠이 돌아감으로 다음 검사 시료가 영상 촬영 위치에 다시 위치함으로 연속적으로 검사가 이루어지도록 한다. 불량으로 판정되는 경우, 공급을 중지하고 알람을 통해 작업자에게 알림으로 작업자에 의해 검사 시료가 제거되어 진다.
Ⅲ. 제안된 길이 검사 방법
본 논문에서 제안한 길이 검사 방법은 정밀한 검사를 위하여 2개의 카메라로 환봉의 양단을 검사 요청 신호에 맞춰 고해상도로 촬영하고 각 영상에서 양측의 끝단을 검출하여 환봉의 길이를 측정하는 방법이다. 그리고 환봉의 길이를 측정하게 되면 설정된 사양 범위에 속하는 가에 따라 양품 또는 불량품으로 판정하게 되고 결과 신호를 응답하게 된다. 제안된 길이 검사 방법을 그림 2에 나타내었다.

Method of length inspection
측정 검사 정밀도 사양이 높고 검사 시료인 막대의 길이가 200[mm] 이상으로 매우 길어서 2개의 카메라로 양단을 정확하게 검출하고 카메라 간의 거리를 보상함으로 높은 정밀도로 측정할 수 검사 방법을 제안하였다. 그림 3은 시료 샘플과 이에 대한 카메라 촬영 영역을 나타내었고 또한 각 카메라 영역에 대한 카메라별 촬영 영상을 함께 나타내었다. 그리고 각 카메라 촬영 영상에 제품 끝단을 검출하기 위한 영역이 함께 표시되어있다.

Sample and camera images (a) Sample and FoVs of two cameras, (b) Images of two cameras
우선 각 카메라 중심 간의 거리(Lc) 및 카메라 내의 영상 화소 크기에 대한 공간 분해능을 얻기 위하여 카메라 보정작업을 수행한다. 보정 작업은 측정 대상이 되는 기준 길이(124.6[mm])를 가진 보정용 기준 시료와 ±1[mm] 정도 길이가 다른 2개의 보정용 시료를 사용하였고, 식 (1)을 이용하여 카메라 중심 간의 거리(Lc)와 카메라 내의 영상 화소 크기에 대한 공간 분해능을 구할 수 있다. 카메라 간의 거리가 시야 범위(FOV)에 비해 충분한 큰 거리를 가진다면 실제 길이 방향에 수직인 y 방향으로의 변화는 길이 값의 변화에 영향이 적어서 무시되며, 길이 방향 x 위치만을 사용해 길이를 계산하게 된다. 이제 시료 막대를 투입하고, 각 카메라에 시료 막대의 양 끝단이 촬영되면, 카메라별 영상에서 시료 모서리 끝단을 검출한다. 그러면 막대 시료의 길이는 식 (1)과 같이 계산하여 구할 수 있다.
| (1) |
여기서 L은 계산된 막대 시료의 길이 값이고, Lc는 두 카메라 중심 간의 거리이다. xc는 영상의 중심 위치의 x 위치 값이며, xl과 xr은 좌측 카메라 영상과 우측 카메라 영상의 시료 끝단 x 위치 값이다. 그리고 hl와 hr은 좌측 카메라 및 우측 카메라에 대한 영상 화소 크기에 대한 실제 공간 크기를 의미하는 공간 분해능을 나타낸다.
Ⅳ. 시스템 구현 및 측정 결과
실제 현장 적용을 위한 길이 검사 시스템에 필요한 측정 정밀도(3σ)는 50μm이며, 우선 제안된 길이 계산 방법의 구현을 위한 정밀도를 확인하기 위한 실험을 진행하였다. 실험에 적용된 사양은 5M 해상도(2592×1944)의 카메라와 초점거리 25[mm] 렌즈를 사용하여 시야 범위(FOV)는 74×56[mm]를 촬영하도록 구성함으로 영상에 대한 공간 분해능이 38[μm] 정도로 나타났다. 성능 평가 실험은 막대 시료를 50[μm]씩 이동하면서 260장의 영상을 촬영하였다. 실험에서는 촬영된 영상에서 이동된 막대 시료의 끝단 위치 값을 계산하여 실제 이동된 위치 변화에 대한 제안된 측정 방법의 결과를 그림 4에 나타내었다. 그림 4(a)는 실제 이동 위치 값에 대한 계산된 에지 위치 값을 나타내었고 선형적인 변화를 보이고 있음을 알 수 있다. 그림 4(b)는 50[μm]씩 이동된 영상들 사이의 위치 변화에 대한 계산된 에지 위치 값의 변화량을 나타낸 것이고 이에 대한 표준편차가 6.85[μm]로 실제 설비에서 요구되는 사양인 측정 정밀도 50[μm]를 만족하는 성능을 보이고 있다.

Experiment of finding edge position and result
검사 시스템을 위해 구성한 사양은 높은 측정 정밀도를 위하여 동일한 카메라와 동일한 렌즈를 사용하였으나 시야 범위를 51×39[mm]로 조정함으로 영상 화소 크기에 대한 공간 분해능이 20[μm] 정도로 개선되었다. 구현된 시스템을 그림 5에 나타내었으며, 길이 측정 검사를 위한 기계적 구동 시스템을 그림 5(b)는 구현된 검사 시스템과 PLC 제어기이다.

Implemented system (a) Machine system, (b) Vision inspection system
구현된 시스템에서 측정 정밀도를 확인하기 위하여 보정용으로 제작된 시료를 촬영하였으며 이를 그림 6에 나타내었다. 시료는 재공급하면서 위치를 변경하면서 10회 반복하여 촬영하였다.

Images for calibration samples (a) 123.60[mm], (b) 124.60[mm], and (c) 125.60[mm]
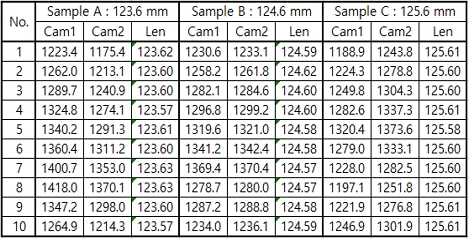
보정용 시료는 각각 123.60[mm], 124.60[mm], 125.60[mm]를 가지고 있으며 동일 시료에 대해 광학적으로 재공급하며 촬영하면 실제 3차원 형상 제품의 촬영 위치 및 회전에 의해 끝단이 달라짐으로 촬영된 시료 영상의 끝단 형태가 차이가 존재한다. 각 시료에 대하여 10번의 실험이 진행되었고 그 결과를 표 1에 나타내었다. 표 1을 살펴보면, 카메라별 끝단 검출 위치를 화소 단위로 나타내었고 이를 보정에 적용하여 카메라 간 거리 Lc, 각 카메라의 공간 분해능 hl와 hr을 얻을 수 있다. 계산된 카메라 간 거리는 124.55[mm]이며, 공간 분해능 hl은 0.01930[mm/pixel]이고 hr은 0.01936[mm/pixel]이다. 그리고 표 1의 길이는 보정을 통해 얻어낸 파라미터를 각 카메라의 끝단 검출 위치와 함께 식 (1)에 적용하여 계산된 길이이다. 각 길이 별 시료(123.60mm], 124.60mm], 125.60mm])에 대한 계산된 길이의 측정치의 표준편차는 21.6[μm], 14.3 [μm], 8.6[μm]로 각각 나타났다.

Found edge positions and evaluated Lengths
Ⅴ. 결 론
본 논문은 철강/금속 산업 분야의 다양한 비전 검사 시스템을 실용화의 한 부분으로 실제 다양하게 사용되는 부품의 하나인 막대 형태의 부품에 대한 길이를 검사하는 비전 검사 시스템을 구현하였다. 실제 현장에 사용되는 설비에 간단하게 설치하여 검사를 수행하게 된다. 양 끝단에 각각의 카메라를 배치하고 각 카메라에서 측정한 끝단 위치와 카메라 사이의 거리를 사용하여 길이를 검사하였다.
현장에서 요구되는 측정 정밀도는 50[um]이지만 제안된 길이 검사 알고리즘을 통하여 측정한 정밀도는 매우 정밀하게 나타났으며, 실제 사용되는 기준 길이(124.60mm]) 시료의 길이 측정에 대한 표준편차가 14.3[μm]로 높은 성능을 보이었다.
현장 설비가 가지는 상하/좌우/전후 전 방향에 대한 위치 변동이 나타나지만 이에 대한 길이 검사 결과는 정확한 것을 확인할 수 있었다.
Acknowledgments
본 결과물은 2025년도 경상북도 지역혁신중심 대학지원체계(RISE)-(지역성장 혁신 LAB)의 지원을 받아 수행된 결과입니다
References
-
M. Sezgin and B. Sankur, "Survey over image thresholding techniques and quantitative performance evaluation", Journal of Electronic Imaging, Vol. 13, No. 1, pp. 146-168. Jan. 2004.
[https://doi.org/10.1117/1.1631315]

-
E. H. Houssein, G. M. Mohamed, I. A. Ibrahim, and Y. M. Wazery, "An efficient multilevel image thresholding method based on improved heap-based optimizer", Scientific Reports, Vol. 13, No. 9094, pp. 1-36, Jun. 2023.
[https://doi.org/10.1038/s41598-023-36066-8]
-
A. Trujillo-Pino, K. Krissian, M. Aleman-Flores, and D. Santana-Cedres, "Accurate subpixel edge location based on partial area effect", Image and Vision Computing, Vol. 31, No. 1, pp. 72-90, Jan. 2013.
[https://doi.org/10.1016/j.imavis.2012.10.005]
-
H. Zhang, Z. Wen, Y. Liu, and G. Xu, "Edge Detection from RGB-D Image Based on Structured Forests", Journal of Sensors, Hindawi Publishing Corporation, Vol. 2016, No. 5328130, pp. 1-10, Jun. 2016.
[https://doi.org/10.1155/2016/5328130]
-
M. H. Asghari and B. Jalali, "Edge detection in digital images using dispersive phase stretch transform", International Journal of Biomedical Imaging, Vol. 2015, pp. 1-6, Jan. 2015.
[https://doi.org/10.1155/2015/687819]
-
S. M. Lee, Y. H. Kim, and J. K. Eem, "A Method of Edge Line Detection for Noisy Panel Module Images", Journal of KIIT, Vol. 18, No. 7, pp. 75-80, Jul. 2020.
[https://doi.org/10.14801/jkiit.2020.18.7.75]
-
N. Neogi, D. K. Mohanta, and P. K. Dutta, "Defect Detection of Steel Surfaces with Global Adaptive Percentile Thresholding of Gradient Image", Journal of The Institution of Engineers (India): Series B, Vol. 98, No. 3, pp. 557-565, Dec. 2017.
[https://doi.org/10.1007/s40031-017-0296-2]
-
B. Tang, L. Chen, W. Sun, and Z. K. Lin, "Review of surface defect detection of steel products based on machine vision", IET Image Processing, Vol. 17, No. 2, pp. 303-322, Feb. 2023.
[https://doi.org/10.1049/ipr2.12647]

1996년 2월 : 국립금오공과대학교 전자공학과(공학사)
2016년 2월 : 국립금오공과대학교 대학원 전자공학과(공학박사)
2025년 5월 ~ 현재 : ㈜아라AI솔루션 기술이사
관심분야 : 컴퓨터비전, 영상처리, 임베디드, 자동화

2018년 8월 : 국립금오공과대학교 테크노경영학과(석사)
2025년 9월 ~ 현재 : 국립금오공과대학교 전자공학부 박사과정
관심분야 : 임베디드시스템

1993년 2월 : 연세대학교 전자공학과(공학사)
1999년 2월 : 연세대학교 전자공학과(공학박사)
1999년 3월 ~2004년 8월 : 삼성전자 하이닉스 반도체 책임연구원
2004년 9월 ~ 현재 : 국립금오공과대학교 전자공학부 교수
관심분야 : SoC, 컴퓨터 비전, 고속인터페이스, 임베디드시스템, 마이크로프로세서 아키텍처

1992년 2월 : 국립금오공과대학교 전자공학과(공학사)
1996년 2월 : 국립금오공과대학교 대학원 산업경영학과(경영학석사)
2010년 2월 : 국립금오공과대학교 대학원 산업경영학과(경영학박사)
2016년 2월 ~ 2017년 1월 : 3D 프린팅 산업협회장
2014년 9월 ~ 현재 : 국립금오공과대학교 IT융합학과 교수
관심분야 : 데이터 분석, HRD, 3D 프린팅